| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
YKP METAL OTOMOTİV YEDEK PARÇA SAN. TİC.LTD.ŞTİ |
|
|
|
|
|
|
|
|
|
|
CNC Programlama |
1. Önce finiş takımı ile Z0 yüzeyini temizlemelisin! Örnek programa bak. |
|
|
|
|
|
|
|
|
|
|
|
|
- |
Pozisyonlama |
|
|
|
|
|
- |
G42 ile parçaya yanaş. Not: Offset T3 ve R ye dikkat etmelisin. |
|
|
|
|
|
- |
Pah kırarak paso çapına ilerle. |
|
|
|
|
|
- |
Fatura başına ilerle |
|
|
|
|
|
- |
30° ye dalma. Lütfen F değerini küçük tutun! Örneğin F0,02 ile başlayın. |
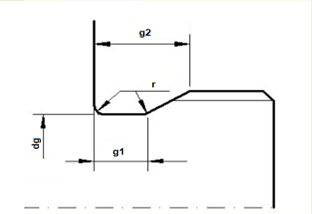
| DIN Normu: |
DIN 76-B |
|
|
- |
İşleme devam… |
| Paso boyu: |
|
mm |
|
- |
İşleme devam… |
|
M: |
|
mm |
|
- |
İşleme devam… |
|
Adım: |
|
mm |
|
- |
Buradan hangi çapa gideceğiniz size kalmış. Unutma C ile Pah kırabilirsin. |
|
Ön Pah: |
|
X45° |
|
|
Parçadan çıkarken G40 yazmayı unutma. Örnek Programa bak. |
| Kanalı kumpas ile ölçme yöntemi: |
ÖRNEK PROGRAM |
| 1) Kumpası pasonun üstünde sıfırla. |
| 2) Şimdi kanalı ölçün. Gelmesi gereken ölçü: -2.07±0,05 |
| TEKNİK BİLGİ |
Örnek Program:
O1
N1 G0 G40 T0101 (VCMT / VCGT Kullan)
G97 S1000 M8
G0 X32. Z0 M3
G1 X-2. F0.2
G0 X8. Z2.
G1 G42 Z0 F0.2
G1 X10. C-1. F0.1
G1 Z-17.5
G1 U-1.438 W-1.246 F0.02
G2 U-0.16 W-0.3 R0.6
G1 W-0.353
G2 U1.2 W-0.6 R0.6
G1 X14. C-0.2 F0.1
G1 Z-30.
G1 X29. C-0.2
G1 Z-35.
G0 G40 X100. Z100.
M30
|
|
| Adım |
dg |
r |
g1 |
g2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|